 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Autocar Tank Radyatör Enjeksiyon Kalıbı
Autocar Tank Radyatör Enjeksiyon Kalıbı
Kalıp Açıklaması
Kalıp Çeliği: P20
Kalıp Boşluğu: Tekli veya Çoklu
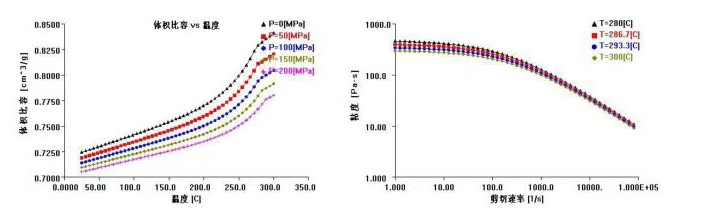
Ürün Malzemesi: PA66+GF30%
Enjeksiyon Sistemi: Soğuk yolluk
Fırlatma Tipi: İtici Pimi
Çevrim Süresi: 50S
Neden Tank Radyatör malzemesi PA66+GF30%'yi seçmelisiniz?
Hafif otomobillerin gelişmesiyle birlikte pratikte üst ve alt tank radyatörleriAutocar Tank Radyatör Enjeksiyon Kalıbıcam elyaf malzeme eklemek için genellikle naylon 66 kullanılarak bakır yerine mühendislik plastikleri kullanılır. PA66, yüksek sıcaklığa ve korozyona karşı iyi bir dirence sahiptir, bu nedenle su haznesi parçaları sağlamdır ve bükülmez. Üst ve alt tank otomobilleri, cam elyaf malzeme eklemek için genellikle naylon 66 kullanılarak bakır yerine mühendislik plastikleri ile değiştirilir. PA66, yüksek sıcaklığa ve korozyona karşı iyi bir dirence sahiptir, böylece su haznesi parçaları sağlam kalır ve bükülmez. Aynı zamanda iyi sünekliğe ve güzel tank radyatör parçalarına sahiptir.
Tank radyatör kalıbının yapısı
Kalıp yapısının belirlenmesinde kalıp sistemi ve fiili üretim durumu dikkate alınmalıdır. ÇünküAutocar Tank Radyatör Enjeksiyon KalıbıÜrünler yan maça çekme yapısına sahiptir, bu nedenle bir kalıp, bir boşluk kalıp yapısı, test kapısı kullanan bir kapı kullanılır. Otomatik tank radyatörü uzun düz parçalardır, kapı parçalarının ortasına uzun düz parçalar yerleştirildiğinde, erimiş moleküllerin doldurulması işleminde plastik görünecektir ve lif yönelimi, üründe farklı yönlenme burkulması meydana gelir ve yöne paralel ve dik Akışa dik olarak düşük mukavemetli olduğundan, stres çatlamasına daha yatkın olacaktır. Bu nedenle Hongmei'deki kalıp tasarım mühendisleri kapıyı ürünün bir ucuna yerleştirmeye karar verdiler.
Ürün tasarımı denetimi:
HONGMEI MOLD tarafından yapılan veya müşteriler tarafından sunulan ürün tasarımı ne olursa olsun, Plastik Kalıplama prosesi fizibilitesi, Plastik Kalıpların yapısı ve hareket fizibilitesi, ilgili tüm plastik bileşenlerin eşleşme durumu vb. gibi her zaman kapsamlı analiz ve incelemeler yaparız. Plastik Kalıplardan kaçınabilir Ürün tasarım hatasından kaynaklanan tadilat, hurda ve diğer gereksiz Plastik Kalıp onarım işleri. Tasarıma 10 dakika daha harcarsak, üretimin bir ay azalacağına inanıyoruz.
Plastik Kalıp tasarımında hassas analiz, öngörülü rasyonellik analizi, en iyi proses analizi ve Plastik Kalıp yapı uygulaması ile müşterinin ihtiyacına göre en uygun Plastik Kalıp performansı ve teknik özellikleri ile en profesyonel çözümleri sunmaktadır.
Denetim, Plastik Kalıp yoğunluğu, kalıp akış analizi, Plastik Kalıp çıkarma, soğutma sistemi, yönlendirme sisteminin rasyonelliği, Plastik Kalıp yedek parça spesifikasyonlarının uygulanması, müşterilerin makine seçimi ve özel gereksinim uygulaması vb. gibi birçok hususu kapsar. Bunlardan HONGMEI MOLD Plastik Kalıplar tasarım standardına göre incelenmelidir.
Çelik satın alma denetimi:
Yedek parça satın alma, parçaların standardizasyonu, boyut hassasiyeti, Plastik Kalıp malzemesinin sertliği ve malzeme kusur tespiti vb. konularda sıkı denetim süreci ve zaman kontrolü vardır.
Kalıp imalatı sadece kalıp tasarımı, CNC işleme ve montajdan ibaret değildir. İyi bir kalıp firması sadece bununla ilgilenmekle kalmaz, aynı zamanda kalıp akışı, kalıp boyutu kontrolü, kalıp CNC hassasiyeti, su kanalı kontrolü ve kalıp cila derecesi gibi detaylara da daha fazla dikkat eder.

Muayene ekipmanı
1. sürgülü kumpas
2. Multimetre
3. Sertlik ölçer
4. Bandı ölçün
5. Mikrometre kumpasları
6. CMM makinesi
Görünüm Denetim Standartları
1. Kalıp taban ölçüsü standart olmalıdır.
2. Kalıp taban yüzeyinin düzenli ve pürüzsüz olması
3. Kalıp çeliği sözleşmeyle aynı olmalıdır.
Kalıp Yapısı
1. Makul kalıp yapısı
2. Slaytlar pürüzsüz olmalı ve ısıtma işlemine ihtiyaç duymalıdır, slaytta bir yağ oluğu vardır
3. Kaldırıcı, ekleme ve enjeksiyon pimi, burç düzgün çalışmalıdır.
Soğutma sistemi
1. Makul çevrim soğutma sistemi
2. Pürüzsüz su kanalı, su ve hava sızıntısı yok
3. Su kanalının arayüz boyutu çizimdekiyle aynı olmalıdır.
Enjeksiyon Sistemi
1. Yerleştirme halkası enjeksiyon makinesine uygun olmalı, ana yolluk boyutu ve eğim makul tasarımda olmalıdır
2. Besleme yöntemi ve dal koşucusu makul konumda olmalıdır, kapının düşmesi kolaydır
3. Ayırma Hattı tasarımı makul
4. Bazı kalıplar gün/Ay/Yıl veya malzeme veya logo tarihini işaretler
5. Enjeksiyon Pimi tasarıma uygun olmalıdır.
Talep Gönder



X
Size daha iyi bir gezinme deneyimi sunmak, site trafiğini analiz etmek ve içeriği kişiselleştirmek için çerezleri kullanıyoruz. Bu siteyi kullanarak çerez kullanımımızı kabul etmiş olursunuz.
Gizlilik Politikası