 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Ürünler
- Büyük Ev Aletleri Kalıbı
- Küçük Ev Aletleri Kalıp
- Plastik Ev Parçaları Kalıbı
- Plastik Tıbbi Ekipman Kalıbı
- Plastik Ofis Tesisleri Kalıbı
- Plastik Otomotiv Parçaları Kalıbı
- Plastik Motosiklet Parçaları Kalıp
- Evcil Hayvan Ürünleri Kalıp
- Sandalye Plastik Kalıp
- Plastik Endüstriyel Parça Kalıbı
- Plastik Kasa Enjeksiyon Kalıbı
- Plastik Çocuk Ürünleri Kalıp
- Plastik İnce Duvar Kalıp
- PET Preform ve Kapak Kalıbı
- Plastik Boru Montaj Kalıbı
- Plastik ürünler
- Diğer Kalıplar







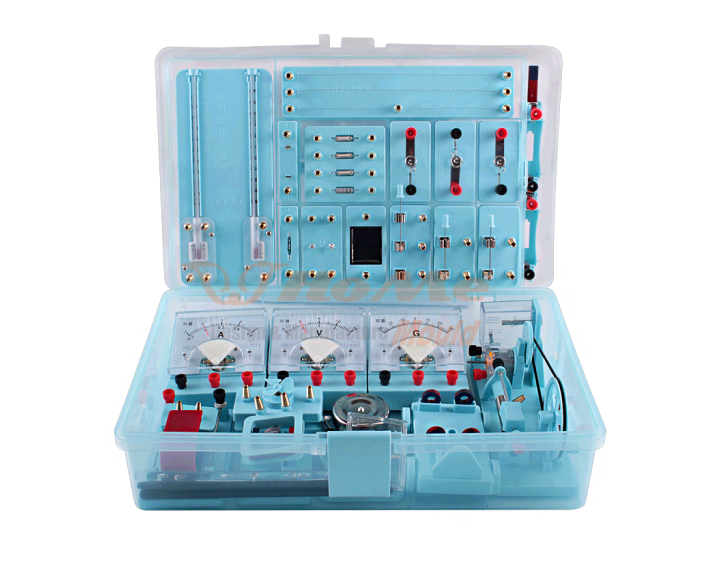
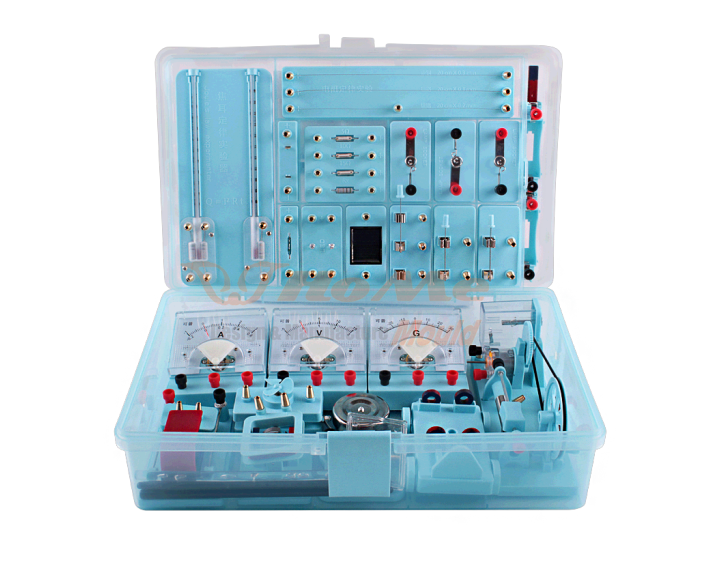
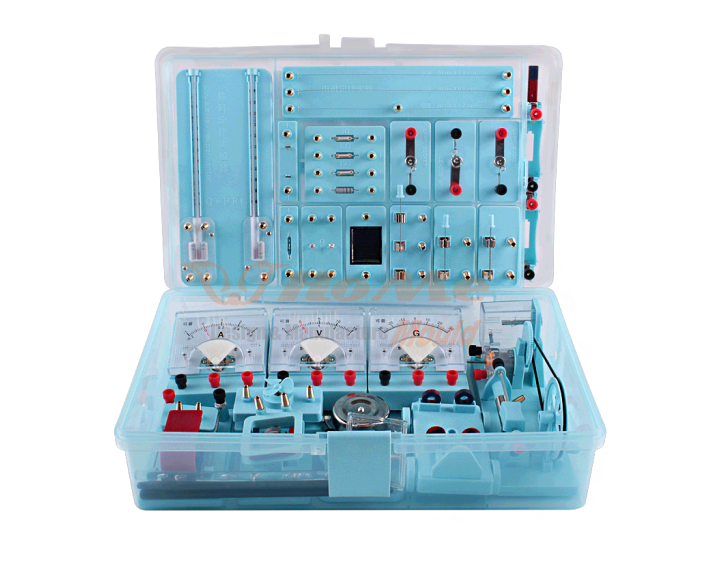
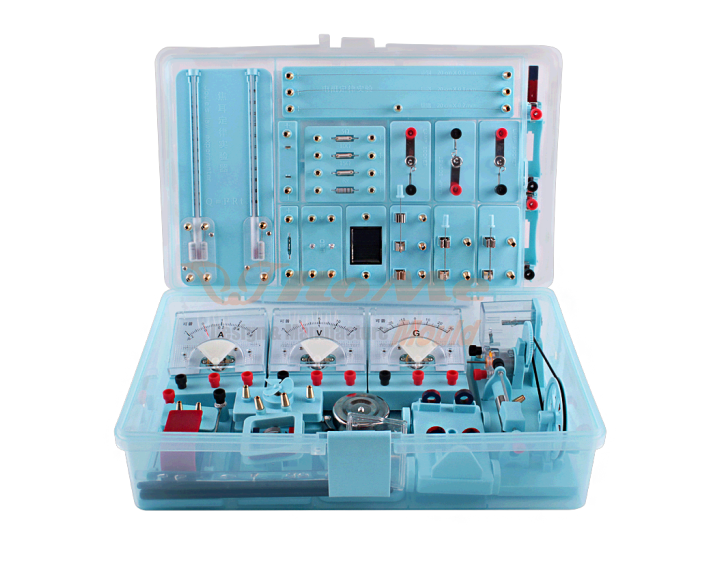
Plastik Çocuk Çalışma Kullanım Kutusu
Profesyonel üretim olarak size yüksek kaliteli Plastik Çocuk Çalışma Kullanım Kutusu sunmak istiyoruz. Ve size en iyi satış sonrası hizmeti ve zamanında teslimatı sunacağız. Biz profesyonel bir Çin Plastik Çocuk Çalışma Kullanım Kutusu üreticisiyiz, daha fazla bilgi edinmek istiyorsanız bizimle iletişime geçebilirsiniz.
Hongmei plastik enjeksiyon kalıp fabrikasıdır ve endüstri alet kutusu, olta takım kutusu, ilk yardım kutusu, soğutma kutusu ve diğer ev kutusu gibi her türlü kutuyu üretebiliriz.
Hongmei plastik enjeksiyon kalıp fabrikasıdır ve endüstri alet kutusu, olta takım kutusu, ilk yardım kutusu, soğutma kutusu ve diğer ev kutusu gibi her türlü kutuyu üretebiliriz.
Talep Gönder
Ürün Açıklaması
Profesyonel üretim olarak size yüksek kaliteli Plastik Çocuk Çalışma Kullanım Kutusu sunmak istiyoruz. Ve size en iyi satış sonrası hizmeti ve zamanında teslimatı sunacağız.
Plastik Çocuk Çalışma Kullanım Kutusu Kalıp Detayı
Kalıp Çeliği: H13
Parça Boyutu: 330*330*390mm
Kalıp Boyutu: 660*660*580mm
Enjeksiyon Sistemi: Enjeksiyon Pimi
Koşucu: Soğuk koşucu
Enjeksiyon Süresi: 30s
Lehçe: Taneli Deri
Teslimat Süresi: 40 gün
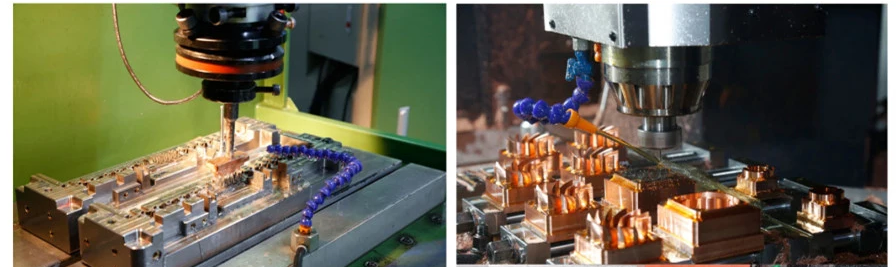
Plastik Çocuk Çalışması Kullanım Kutusu Nasıl Yapılır
Öncelikle kalıp boşluğu ve kalıp maça boşluğu kısmı için çelik malzeme seçilmelidir. Ayrıca kalıp tabanı olarak yüksek sertlikte çelik malzeme kullanılmalı ve ardından uygun kalıp standart parçaları seçilmelidir. İyi plastik malzeme dolum sistemi, özel sıcak yolluk sistemi desteği gerektirir. En iyi soğutma sisteminin kalıplanması ve sağlanması
İyi kalıp yapısı tasarımı, kaliteli kalıp imalatının temelidir. Şirketin kalıp tasarımcıları ve stilistleri 13 yılı aşkın profesyonel kalıp tasarımı ve üretim deneyimine sahiptir ve kalıp yapısı ile ürün yapısının tüm yönlerini analiz edebilir (kalıp akış analizi dahil). , kalıp bırakma eğimi, ürün yüzey mikrokozmosu, döküm sistemi tasarımı, egzoz sistemi tasarımı, soğutma sistemi tasarımı vb.) Bu kalıpların en önemli ve en zor sorunları, kalıp yapısını tasarlarken tekrarlanan testlerdir.

Kalıp testinin ana adımları
1. Fıçıdaki plastik malzemenin doğru olup olmadığını kontrol edin ve gerektiği gibi pişirin.
2. Kötü tutkal veya karışımın kalıba girmesini önlemek için malzeme tüpü iyice temizlenmelidir, çünkü kötü tutkal ve karışım kalıbı tıkayacaktır. Malzemeye uygun olup olmadığını görmek için malzeme tüpünün ve kalıbın sıcaklığını kontrol edin.
3, tatmin edici bir ürün görünümü elde etmek için basıncı ve enjeksiyonu ayarlayın, ancak flaş çalıştırılamaz, özellikle boşluk ve bazı bitmiş ürünler tamamen donmamıştır, kalıp doldurma nedeniyle ayarlamadan önce çeşitli kontrol koşullarını dikkate almalısınız. oran biraz değişirse, büyük değişime yol açacaktır.
4. Makinenin ve kalıbın sabit duruma gelmesini sabırla beklemek, orta büyüklükteki makineler için bile 30 dakikadan fazla zaman alabilir. Bu zamanı nihai üründe neyin yanlış gidebileceğini görmek için kullanın.
5. Vidanın ilerleme süresi, kapı üzerindeki plastiğin katılaşma süresinden az olmamalıdır, aksi takdirde bitmiş ürünün ağırlığı azalacak ve bitmiş ürünün performansı bozulacaktır. Kalıp ısıtıldığında, bitmiş ürünü sıkıştırmak için vidanın ilerleme süresi uzatılır.

6. Tüm işleme döngüsünü makul şekilde ayarlayın ve azaltın.
7. Yeni kararlı durum en az 30 dakika sürer ve ardından boşluğa, muayene işleminin stabilitesine ve makul kontrole göre sürekli olarak en fazla tarih, miktar ve bireysel pozisyonda en az 12 tam şekilli ürün üretir. çıkış toleransı
8. Sürekli numunenin önemli boyutlarını ölçün ve kaydedin (oda sıcaklığına soğuduktan sonra).
Enjeksiyon kalıplama arızası nasıl önlenir?
Kalıp arızasının beş temel formu arasında, termal yorulma arızasının, sıcak ve soğuk kalıplar arasında büyük sıcaklık farkları olan sıcak işlenmiş kalıplarda meydana gelme olasılığı daha yüksektir, diğer dört farklı form ise tüm kalıp türlerinde ortaya çıkabilir. Genellikle farklı başarısızlık biçimleri ile etkileşimler arasındaki kolaylaştırma arasında yakın bağlantılar vardır.
Aşınmanın neden olduğu bazı oluk izleri genellikle yorulma çatlakları ve termal yorulma çatlakları gibi çeşitli olaylara yatkındır ve eğer bazı derin ve keskin oluklar varsa, bunlar bir kerelik kırılmanın çatlama noktası haline gelebilir. Parçanın yüzeyinde yorulma çatlakları ve termal yorulma çatlakları göründükten sonra yüzey kalitesi ciddi şekilde bozulacak ve aşınma olgusu yoğunlaşacaktır. Çatlağın ucu çeşitli stres konsantrasyonlarına neden olacak ve yaygın bir kırılma kaynağı haline gelecektir.
Kalıbın aşınması, kalıbın önemli parçalarının arızalanmasına yol açsa da, normal normal çalışma koşullarında kalıp, aşınma meydana gelmeden uzun süre stabil ve etkili bir şekilde çalışabilir. Aslında bahsettiğimiz kalıpların efektif ömrü çoğunlukla aşınma hatasına göre belirlenmektedir. Bu kalıplar için, plastik kalıpların aşınma arızası, bunların normal performans kaybına karşılık gelir ve etkin aşınma ömrü, kalıbın beklenen ömrünün belirlenmesinde temel oluşturur.
Soğuk ekstrüzyon kalıpları gibi bazı ağır iş kalıplarının etkin ömrü esas olarak yorulma arızasıyla belirlenir. Basınçlı döküm kalıpları gibi soğuk ve sıcak arasında büyük sıcaklık farkına sahip bazı kalıpların etkin ömrü esas olarak termal yorulma arızasıyla belirlenir. Kalıplar genellikle yorulmadan ve termal yorulma arızasından önce uzun bir etkin ömre sahiptir, ancak biz bunları hala rutin olarak kalıbın erken arızaları olarak görüyoruz. Kalıbın kalitesinde bir sorun varsa veya kalıpta hata ayıklanırsa veya yanlış kullanılırsa, kalıp kullanımının farklı aşamalarında plastik deformasyon ve ürün arızası meydana gelebilir ve bir kez meydana geldiğinde, sonuçların ölümcül olması muhtemeldir. kalıp. Ayrıca küf oluşumunun erken aşamalarındaki ana başarısızlık şeklidirler.
Bir yandan, kalıbın önemli parçalarının aşınma direncini mümkün olduğunca sağlamak ve geliştirmek için çeşitli yollarla enjeksiyon kalıplama kalıplarının ömrünün nasıl sağlanacağı ve iyileştirileceği, böylece kalıbın aşınmayı önlemek ve azaltmak için yeterli sertliğe sahip olması Öte yandan kalıbın çeşitli parçalarının erken arızalanmasını önlemek ve kalıbın etkin hizmet ömrü boyunca güvenli ve stabil bir şekilde çalışabilmesini sağlamak için çeşitli önlemlerin alınması gerekir.
Kalıp Tasarrufu &. Parlatma
Kalıp tasarrufu sağlayan parlatma, kalıp maçası ve kalıp maçası yüzeyinin yağ taşı, zımpara kağıdı vb. aşındırıcı malzemelerle taşlanması işlemidir. Amaç, kalıbın yangın desenlerini ve bıçak çizgilerini erken işlemeden çıkarmak ve kalıp maçasının erken işlenmesini sağlamaktır. plastik ürünlerin enjeksiyon sırasında kalıptan çıkarılması kolaydır ve kalıp göbeği yüzeyinin plastik ürünün gerekli pürüzsüzlüğüne ulaşmasını sağlar.
Kalıp tasarrufu sağlayan cilalama endüstride genel olarak geniş ve dar anlamda ikiye ayrılır.
Dar anlamda genellikle kullanılan aşındırıcı malzemelere atıfta bulunulur; zımpara kağıdı ve bileme taşı. Kalıbın cilalı yüzeyi genellikle pürüzsüzdür ve kalıp tasarrufu sağlayan parlatma işleminin erken taşlama işlemi olan yüksek yüzey ve ayna yüzeyi olmayacaktır. Taşlama ile elde edilen pürüzsüzlük düşükten yükseğe bölünmüştür: B3.B2.B1, karşılık gelen zımpara kağıdı numarası: 400, 800, 1200.
Kalıp koruyucu cilalamanın genelleştirilmesi genellikle kalıp cilalama prosedürlerini de içerir.
Kalıp parlatmada kullanılan aşındırıcı malzemeler genel olarak şunlardır: yün disk, keçe levha, folyo kağıt, elmas taşlama macunu. Kullanılan kalıp parlatma ekipmanı genellikle pnömatik veya elektrikli ultrasonik kalıp parlatma makinesidir. Kalıp cilalama ile ulaşılan yüzey ayna yüzeyi olup, kalıp cilalama işlemine de ayna cilalama adı verilmektedir.
Kalıpla parlatılan ayna yüzeyi alçaktan yükseğe doğru A2 / A1 / A0’a bölünür. Bitiş derecesine karşılık gelen ürünler genellikle şunlardır:
A2: Saç kurutma makinesi gibi geleneksel ev aletleri,
A1: Parlak cep telefonu kabuğu, araba farı kalıbı
A0: Şarj cihazları, şeffaf lensler gibi Apple cep telefonu aksesuarları
HongMei tarafından hangi kalıp yapıldı?
Sandalye Kalıbı: sıradan PP sandalye, PC sandalyesi, rattan sandalye, ayrıca plaj sandalyeli, elli/elsiz sandalye, otobüs sandalyesi vb. dahil. Kalıp yapımı sırasında gaz yardım teknolojisini kontrol edebiliriz; müşterinin sandalye istifleme sorununu çözmesine yardımcı oluyoruz; enjeksiyon makinesinde kesici uç değiştirmeyi gerçekleştirmek için çözüm bulabiliriz.
Masa Kalıbı: Tasarım sırasında enjeksiyon sonrası deformasyonu önlemek için deformasyon önleyici yapıyı yapmayı düşüneceğiz.
Sepet Kalıbı: Meyve sepeti kalıbı, sebze sepeti kalıbı, alışveriş sepeti kalıbı, çamaşır sepeti kalıbı, drenaj sepeti kalıbı, katlanır meyve sepetleri, elde tutulan plastik sepet kalıbı vb. dahil olmak üzere plastik sepet kalıbı için olgun bir teknolojiye sahibiz.
Saklama Kabı Kalıbı: tek kap kalıbı, komple saklama dolapları seti, şeffaf kap kalıbı, ince duvarlı kap kalıbı.
Mutfak Gereçleri Kalıbı: çatal bıçak takımı kalıbı, bulaşıklık kalıbı, plastik kesme tahtası kalıbı, plastik sebze sepeti kalıbı, drenaj ve sepet kalıbı, su kaşığı kalıbı, plastik tabak kalıbı, lavabo kalıbı, buz kafesi kalıbı, soyucu kalıbı, şişe açacağı kalıbı ve yakında.
Ev Aletleri Kalıbı: klima kalıbı, TV seti kalıbı, çamaşır makinesi kalıbı, el kurutma makinesi kalıbı, fan kalıbı, pil kapağı kalıbı vb. dahil.
Oto Parça Kalıbı: oto tampon kalıbı, oto ızgara kalıbı, oto iç kalıbı, oto lamba kalıbı, oto kapı kalıbı vb.
Plastik kalıp, küçük ve büyük kalıp, basit yapı ve karmaşık yapı kalıbı, tek parça kalıp ve montaj parçası kalıbı, şeffaf olmayan parça ve şeffaf parça kalıbı içerir; kazan-kazan elde etmek için müşterilere makul ve profesyonel kalıp çözümü sağlayabiliriz.
Ayrıca Hongmei Kalıp, alüminyum döküm kalıbı, SMC/BMC kalıbı vb. de yapabilir.
Bana ulaşın
Sıcak Etiketler: Plastik Çocuk Çalışma Kullanım Kutusu, Çin, Özelleştirilmiş, Kalite, Moda, Yeni Stil, Çok Satış, Popüler, Ucuz, Satın Al, Son Satış, Toptan Satış, En Yeni, Düşük Fiyat, Fabrika, Çin Malı, Fiyat, Üreticiler, Tedarikçiler, OEM, ODM, Zamanında Teslimat, Ücretsiz Örnek
Talep Gönder
Lütfen sorgunuzu aşağıdaki formda yapmaktan çekinmeyin. 24 saat içinde size cevap vereceğiz.









X
Size daha iyi bir gezinme deneyimi sunmak, site trafiğini analiz etmek ve içeriği kişiselleştirmek için çerezleri kullanıyoruz. Bu siteyi kullanarak çerez kullanımımızı kabul etmiş olursunuz.
Gizlilik Politikası