 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Ürünler
- Büyük Ev Aletleri Kalıbı
- Küçük Ev Aletleri Kalıp
- Plastik Ev Parçaları Kalıbı
- Plastik Tıbbi Ekipman Kalıbı
- Plastik Ofis Tesisleri Kalıbı
- Plastik Otomotiv Parçaları Kalıbı
- Plastik Motosiklet Parçaları Kalıp
- Evcil Hayvan Ürünleri Kalıp
- Sandalye Plastik Kalıp
- Plastik Endüstriyel Parça Kalıbı
- Plastik Kasa Enjeksiyon Kalıbı
- Plastik Çocuk Ürünleri Kalıp
- Plastik İnce Duvar Kalıp
- PET Preform ve Kapak Kalıbı
- Plastik Boru Montaj Kalıbı
- Plastik ürünler
- Diğer Kalıplar









Plastik Elektronik Sinek Böcek Sineklik Kalıbı
Profesyonel üretim olarak size yüksek kaliteli Plastik Elektronik Sinek Böcek Sineklik Kalıbı sunmak istiyoruz. Ve size en iyi satış sonrası hizmeti ve zamanında teslimatı sunacağız. Biz profesyonel bir Çin Plastik Elektronik Sinek Böcek Sineklik Kalıp üreticisiyiz, daha fazla bilgi edinmek istiyorsanız bizimle iletişime geçebilirsiniz.
Yaz aylarında etrafımızda bizi her zaman ısıran sinek ve böcekler vardır, bu tehlikeli ve iğrençtir, bu nedenle yaz aylarında birçok kişi sineği ortadan kaldırmak için Plastik Elektronik Sinek ve Böcek Sinekliği kullanmayı sever. Hongmei kalıp şirketi, bu Plastik Elektronik Sineklik ve Böcek Sineklik Kalıp kabuğunu kaliteli bir şekilde yapmanıza yardımcı olabilir.
Yaz aylarında etrafımızda bizi her zaman ısıran sinek ve böcekler vardır, bu tehlikeli ve iğrençtir, bu nedenle yaz aylarında birçok kişi sineği ortadan kaldırmak için Plastik Elektronik Sinek ve Böcek Sinekliği kullanmayı sever. Hongmei kalıp şirketi, bu Plastik Elektronik Sineklik ve Böcek Sineklik Kalıp kabuğunu kaliteli bir şekilde yapmanıza yardımcı olabilir.
Talep Gönder
Ürün Açıklaması
Profesyonel üretim olarak size yüksek kaliteli Plastik Elektronik Sinek Böcek Sineklik Kalıbı sunmak istiyoruz. Ve size en iyi satış sonrası hizmeti ve zamanında teslimatı sunacağız.
Plastik Elektronik Sinek Böcek Sineklik Kalıbı
Kalıp Özelliği
Parça Malzemesi: ABS
Kalıp Çeliği: p20
Boşluk: tek boşluk
Ejeksiyon sistemi: ejeksiyon pimi
Koşucu: soğuk koşucu
Çevrim Süresi: 26s
Enjeksiyon Makinesi Tonajı: 150T
Teslimat Süresi: 30 gün
Ambalaj: Tahta sandık
Plastik elektronik sinek ve böcek sineklik kalıbının tanıtımı
Böcek yok etme cihazları pratiktir ancak zayıf bir noktaları vardır: Öldürülebilmek için böceğin onlara yaklaşması gerekir. Peki, kurtulmanız gereken bir sivrisinek ya da sinek ortalıkta dolaşırsa ne olur? Bu zamanlar için ihtiyacınız olan şey, şarj edilebilir "raketi" ile Çift Kullanımlı Elektrikli Sineklik-Zapper Böcek Öldürücüdür. Çıkarın ve sonraki 30 dakika boyunca şarjlı kalır ve sinir bozucu uçan haşerelerden kurtulmak için güçlü bir silah olur! Başka bir deyişle, bu, elektrikli bir böcek tuzağının ve elektrikli sinekliğin işlevini tek bir şık ev ünitesinde birleştiriyor.
Elbette, zap raketi yerinde ve bir AC prizine takıldığında, Çift Kullanımlı Elektrikli Sineklik-Zapper Böcek Öldürücü standart bir elektrikli böcek tuzağı gibi çalışır ve bir yaz gecesinde pencereler açıkken kitap okumanın veya uyumanın keyfini çıkarmanızı sağlar. İki renkte (beyaz veya koyu gri) mevcuttur ve alanınıza ve zevkinize göre kolayca ayarlanmasını sağlar. Hafif ve kullanımı kolaydır; yalnızca takın! Böceklere karşı nihai silah burada!
Plastik elektronik sinek böcek sineklik m'nin Soğutma Hattı konfigürasyonuolabilir
Soğuk çizgiler genellikle seri veya paralel düzenlerde düzenlenir. Paralel yapıdaki soğuk hatlar, plastik kalıp ısı kontrolöründen akan soğutucuyu paylaşır. Hat başına basınç düşüşünün eşit olduğu varsayıldığında, hat başına soğutma sıvısı akış hızı kabaca sıcaklık kontrol cihazı aracılığıyla tam hareket hızı aktarımının kendisine bağlı paralel hatlarla ilgili miktara bölünmesine eşittir. Örneğin, dakikada 11 galonluk bir yönetim birimi, sekiz eşit paralel soğutma hattına ilişkin olarak her dakikada yaklaşık 1,35 galonluk enerji sağlayacaktır.
Paralel hatlar arasındaki gerilim düşüşündeki küçük değişiklikler, kesme sıvısı hareket hızında büyük farklılıklara ve olası soğutma zorluklarına neden olabilir. Seri devreler, devre boyunca standart bir soğutma sıvısı hareket hızını koruyarak bu sorunu önler. Diğer taraftan, uzun seri devrelerde soğutma sıvısı ısısındaki büyük artış, devrelerin uçlarında daha az verimli soğutma yapılmasına neden olabilir.
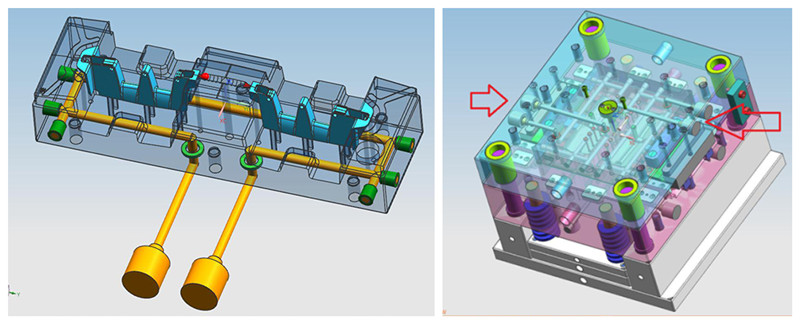
Bir uzlaşma olarak, büyük soğuk devreleri eşit gerilim düşüşüyle ilgili olarak doğrudan çok sayıda küçük seri devrelere ayırmayı düşünün. Dengesiz uzunluklara ve/veya sınırlamalara sahip devreler arasındaki hareketi dengelemek için akış kontrol önlemlerinden yararlanın.
Seri devrelerde, önce en soğutmanın gerekli olduğu yerlere doğrudan soğutma yapılır: genellikle kalın porsiyonlar, sıcak zımbalar veya özelplastik elektronik sinek böcek sineklik kalıptesis. Özel kalıptan soğutucuya doğru verimli ısı alışverişi sağlamak için, soğutma sisteminin planını türbülanslı hareket elde edecek şekilde yapın; bu, yaklaşık 2.600 ile ilgili türbülans başlangıcı önemiyle karşılaştırıldığında önemli ölçüde daha büyük bir Reynolds miktarıdır. Sıradan plan hedefi önemi olan 10.000'e ilişkin bir Reynolds miktarı ile su soğutma sıvısı, laminer hareketle karşılaştırıldığında daha hızlı bir büyüklükle ilgili ısı alışverişi yapar. İnce duvarlı bileşenlere ilişkin soğukluk taleplerini hafife almayın. Duvar boyutunu parça parça azaltmak, en düşük soğuma süresini dörtte bire düşürür. Döngü süresinin tamamen azaltılmasını mümkün kılmak için soğutma yönteminin ısıyı 4 kat daha hızlı uzaklaştırması gerekir. Ele alınması gereken farklı harika faktörler
1. Tıkanıklıkları incelemek ve soğutma devrelerindeki soğutucu hareket hızını değiştirmek için akış kontrol ölçüm cihazlarından yararlanın;
2. Hareket kısıtlamasını, hızlı bağlantı kopmalarını ve gerilim düşüşünü artıran ve soğutma sıvısı hareket hızını azaltan farklı engelleri önleyin; Ve
3. Devrelerdeki soğutma sıvısı ısı artışını 4,5 derecenin üzerinde olmayacak şekilde sınırlamak için yeterli soğutma sıvısı hareketi sağlayın.
Enjeksiyon sistemi de çok önemlidir.plastik elektronik sinek böcek sineklik kalıp
Sıradan dökme sistemi ana taşıyıcı, branşman taşıyıcı, kapı ve soğuk sümüklüböcek kuyusundan oluşur. Dökme sisteminin tasarımından önce plastik parçanın kalıplama konumu belirlenmelidir. Dökme sisteminin tasarımı, tasarımın önemli bir parçasıdır.plastik elektronik sinek ve böcek sineklik kalıp. Enjeksiyon kalıplama döngüsüne ve plastik parçaların kalitesine (görünüm, fiziksel özellikler, boyutsal doğruluk gibi) doğrudan etkisi vardır.
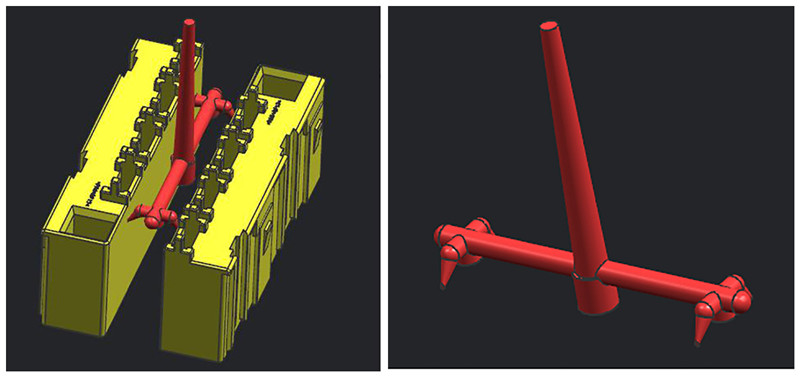
Tasarımımı kaybettim Plastik Elektronik Sinek ve Böcek Sineklik Kalıbı, bu yüzden burada size göstermek yerine başka bir tasarım kullanıyorum.
Tasarım aşağıdaki ilkelere dayanmalıdır:
(1) Kalıbın dengesiz yüke maruz kalmasını ve parlamaya neden olmasını önlemek için boşluk düzeni ve kapı açılma konumu simetrik olmalıdır.
(2) Boşlukların ve geçitlerin düzenlenmesi, kalıbın genel boyutlarını mümkün olduğu kadar azaltmalıdır.
(3) Sistem akış kanalı mümkün olduğu kadar kısa olmalı ve kesit boyutu uygun olmalıdır (çok küçük, basınç ve ısı kaybı büyük olacak ve çok büyük, plastik tüketimi büyük olacaktır): en aza indirin Isı ve basınç kaybını en aza indirmek için bükülme ve yüzey pürüzlülüğü düşük olmalıdır. Küçük olabilir. ,
(4) Çoklu boşluklar için plastik eriyik mümkün olduğu kadar her boşluğun derinliklerine ve köşelerine aynı anda girmeli ve yolluklar mümkün olduğunca dengeli düzenlenmelidir.
(5) Boşluğun dolu olduğu varsayımı altında, plastik tüketimini azaltmak için dökme sisteminin hacmi mümkün olduğunca küçük olmalıdır.
(6) Geçit konumu uygun olmalı, kesici ucun ve küçük çekirdeğin etkilenmesinden kaçınmaya çalışmalı ve çekirdeğin deforme olmasını önlemelidir. Kapının kalıntısı plastik parçanın görünümünü etkilememelidir.
SSS
S: Kalıp fabrikası mısınız?
C: Evet, enjeksiyon kalıbı yapımında uzmanlaşmış Hongmei şirketi 2014 yılında kuruldu.
S: Ne tür bir kalıp yapabilirsiniz?
A: Plastik enjeksiyon kalıbı, esas olarak ev parçası kalıbı, cihaz kabuk kalıbı, ince duvar parçası kalıbı, oto motif parçası kalıbı, sanayi parçası kalıbı, boru kalıbı ve pet preform kalıbı dahil.
S: Ödeme koşullarınız ne durumda?
A: peşin % 50% ön ödeme ve bakiye sevkiyattan önce ödenmelidir.
S: Bir kalıbı bitirmek ne kadar sürer?
C: Çoğunlukla 45 gün içinde tamamlanacak, ancak bazı karmaşık ve büyük kalıplar daha fazla zaman harcayacak.
S: Nasıl'Şirketinizin yıllık üretimi?
C: Her yıl 300-500 set yapabiliriz.
S: Kalıp garanti süresi ne kadardır?
C: Kalıp garanti süresi 1 yıldır (İnsan faktörlerinden veya kazadan kaynaklanan hasarlar garanti kapsamında değildir) ve aşınan parçalar size ücretsiz olarak gönderilecektir.
Hongmei şirketi, zamandan ve paradan tasarruf etmeniz için kalıbı özelleştirecektir. Sizinle işbirliği yapmayı sabırsızlıkla bekliyoruz! Satış sonrası servis iyi! Memnuniyetiniz bizim peşimizde!
Bize bilgi vermenize hoş geldiniz!Daha Fazla Bilgi İletişimbiz!
Bana ulaşın
Sıcak Etiketler: Plastik Elektronik Sinek Böcek Sineklik Kalıbı, Çin, Özelleştirilmiş, Kalite, Moda, Yeni Stil, Çok Satış, Popüler, Ucuz, Satın Al, Son Satış, Toptan, En Yeni, Düşük Fiyat, Fabrika, Çin Malı, Fiyat, Üreticiler, Tedarikçiler, OEM , ODM, Zamanında Teslimat, Ücretsiz Örnek
Ürün Etiketi
Talep Gönder
Lütfen sorgunuzu aşağıdaki formda yapmaktan çekinmeyin. 24 saat içinde size cevap vereceğiz.









X
Size daha iyi bir gezinme deneyimi sunmak, site trafiğini analiz etmek ve içeriği kişiselleştirmek için çerezleri kullanıyoruz. Bu siteyi kullanarak çerez kullanımımızı kabul etmiş olursunuz.
Gizlilik Politikası