 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Ürünler
- Büyük Ev Aletleri Kalıbı
- Küçük Ev Aletleri Kalıp
- Plastik Ev Parçaları Kalıbı
- Plastik Tıbbi Ekipman Kalıbı
- Plastik Ofis Tesisleri Kalıbı
- Plastik Otomotiv Parçaları Kalıbı
- Plastik Motosiklet Parçaları Kalıp
- Evcil Hayvan Ürünleri Kalıp
- Sandalye Plastik Kalıp
- Plastik Endüstriyel Parça Kalıbı
- Plastik Kasa Enjeksiyon Kalıbı
- Plastik Çocuk Ürünleri Kalıp
- Plastik İnce Duvar Kalıp
- PET Preform ve Kapak Kalıbı
- Plastik Boru Montaj Kalıbı
- Plastik ürünler
- Diğer Kalıplar








Plastik Hareketli Klima Kabuk Kalıbı
Profesyonel üretim olarak size yüksek kaliteli Plastik Hareketli Klima Kabuk Kalıbı sunmak istiyoruz. Ve size en iyi satış sonrası hizmeti ve zamanında teslimatı sunacağız. Biz profesyonel bir Çin Plastik Hareketli Klima Kabuk Kalıbı üreticisiyiz, daha fazla bilgi edinmek istiyorsanız bizimle iletişime geçebilirsiniz.
OEM Klima Muhafaza Kalıbı, Çin Klima kalıbı Üreticisi! Ana Sayfa Şirketimizi ziyaret etmenizi bekliyoruz.
OEM Klima Muhafaza Kalıbı, Çin Klima kalıbı Üreticisi! Ana Sayfa Şirketimizi ziyaret etmenizi bekliyoruz.
Talep Gönder
Ürün Açıklaması
Profesyonel üretim olarak size yüksek kaliteli Plastik Hareketli Klima Kabuk Kalıbı sunmak istiyoruz. Ve size en iyi satış sonrası hizmeti ve zamanında teslimatı sunacağız.
Plastik Hareketli Klima Kabuk Kalıbı
Plastik reçine:ABS
Kalıp boyutu (mm): 1700*980*1140
Kalıp ağırlığı (T):14T
Kalıp boşluğu çeliği:1.2083
Kalıp Çekirdek çeliği:1.2344
Çevrim süresi:120 S
Üretim süresi (gün):75DAYS
Kalıp ömrü:≥500000ÇEKİM
Soğutma hattı konnektör tipi: DME NS350 SERİSİ hızlı bağlantı, mükemmel soğutma sistemi tasarımı, soğutma tasarımı en iyi şekilde soğutmak için mümkün olduğunca çok olacaktır.
Plastik Hareketli Klima Kabuk KalıbıAkış
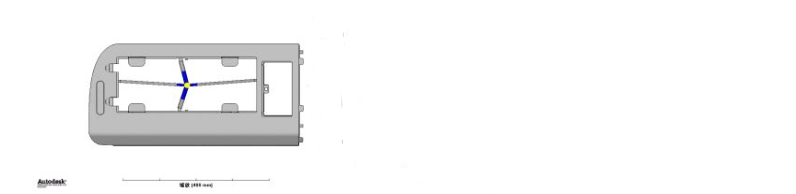
Otomobil parçaları kalıbı gibi büyük kalıplar için çalışmaya başlamadan önce kalıp akış analizleri yapabiliriz.
Kalıp akış analizlerinin ardından kalıp enjeksiyon kapılarına ve yapılarına karar veriyoruz.
Bu nedenle kalıplar başarılı ve sorunsuz bir şekilde bitirilebilir.
Aoxu'nun Faydaları Nelerdir?
Tasarım ekibi ve üretim
Sadece enjeksiyonlu kalıplama hizmetleri değil, hepsi bir arada tasarım ekibi ve üretim hizmetleri de sunuyoruz. Bir prototip parça oluşturmanıza, tasarımınızı geliştirmenize, ihtiyaçlarınız için doğru plastik reçineyi seçmenize ve kalıplarınızı ve ürünlerinizi üretmenize yardımcı olabiliriz - üstelik hepsi aynı tesiste!
Bileşenlerinizi oluşturmak için başka üçüncü taraflarla çalışmanıza gerek olmadığından bu, zamandan ve paradan tasarruf etmenizi sağlar. İhtiyaç duyduğunuz plastik enjeksiyon kalıplı parçaları hızlı ve düşük maliyetle almanızı sağlayarak tüm süreci kendi tesisimizde gerçekleştirebiliriz.
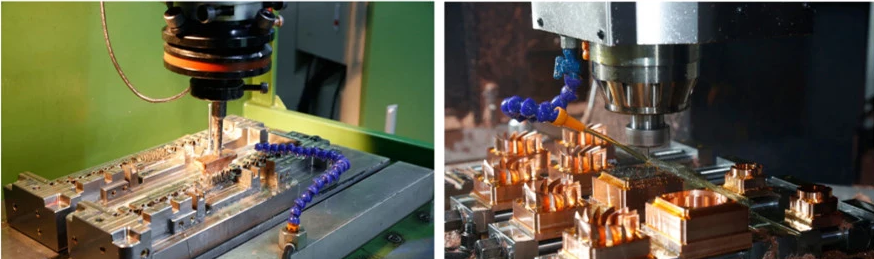
Profesyonel Gelişmiş Makineler
En son modern enjeksiyon kalıplama makinelerine büyük yatırımlar yaptık. Enjeksiyon kalıplama makinelerimiz daha düşük maliyetle daha tutarlı sonuçlar ve daha yüksek verimlilik sağlar
Bu tasarrufları müşterilerimize aktararak onların plastik enjeksiyon kalıplı ürünler almalarına olanak sağlıyoruz.
HoMe Kalıp Teknolojisi - Doğrudan Üretiminiz
Diğer bazı şirketlerin aksine biz aracı değiliz. Parçalarınızı diğer üçüncü taraf üreticilere devretmiyoruz ve kârdan kendi payımızı alıyoruz
Bunun yerine üretim sürecinin her adımını kendi bünyemizde gerçekleştiriyoruz. Bunu yaparak, ürün kalitenizin kesinlikle mükemmel olmasını sağlayabilir ve hatalı veya yanlış kalıplanmış parça riskini en aza indirebiliriz. Bu da hem zamandan hem de paradan tasarruf etmenizi sağlar.
Klima Çerçevesi İçin Kalıp Hakkında Ortak Soru
S: Enjeksiyon makinesi ilk çalıştırıldığında oluşan ürün çapaklarının (çapak) ve ayrıca üretimden bir süre sonra eksik dolumun nedenleri ve çözümleri:
C: Makine ilk çalıştırıldığında, enjeksiyon makinesi tamburundaki erime, daha uzun ısıtma süresi sayesinde daha düşük yapışkanlıkla düzgün bir şekilde akar, dolayısıyla ürün çapakları oluşma eğilimi gösterir. Üretimden bir süre sonra, erime sürekli olarak ısıyı aldığından, büyük yapışkanlık ve zayıf likidite nedeniyle ürün tam olarak enjekte edilmeyecektir. Bu sorun, üretime başladıktan bir süre sonra namlunun sıcaklığının kademeli olarak arttırılmasıyla çözülebilir.
S: Üretim sürecinde ürün tam olarak enjekte edilemiyor, enjeksiyon basıncını ve hızını artırmak bile bazen işe yaramıyor. Neden ve nasıl çözülmeli:
C: Üretim sürecinde, erime ısıyı sürekli olarak uzaklaştırır, bu nedenle büyük yapışkanlık ve zayıf likidite nedeniyle ürün tam olarak enjekte edilmeyecektir. Bu sorun enjeksiyon makinesi namlusunun sıcaklığının arttırılmasıyla çözülebilir.
S: Ürünün ovalleşmesinin nedenleri ve çözümleri:
C: Bir ürünün oval hale gelmesi, erimenin eşit şekilde beslenmemesi, ürünün çevresinde eşit olmayan basınca neden olması ve dolayısıyla ürünün oval hale gelmesidir. 3 noktalı enjeksiyon yaklaşımı eşit besleme sağlayacak şekilde uyarlanabilir.
Bana ulaşın
Sıcak Etiketler: Plastik Hareketli Klima Kabuk Kalıbı, Çin, Özelleştirilmiş, Kalite, Moda, Yeni Stil, Çok Satış, Popüler, Ucuz, Satın Al, Son Satış, Toptan Satış, En Yeni, Düşük Fiyat, Fabrika, Çin Malı, Fiyat, Üreticiler, Tedarikçiler, OEM , ODM, Zamanında Teslimat, Ücretsiz Örnek
Talep Gönder
Lütfen sorgunuzu aşağıdaki formda yapmaktan çekinmeyin. 24 saat içinde size cevap vereceğiz.









X
Size daha iyi bir gezinme deneyimi sunmak, site trafiğini analiz etmek ve içeriği kişiselleştirmek için çerezleri kullanıyoruz. Bu siteyi kullanarak çerez kullanımımızı kabul etmiş olursunuz.
Gizlilik Politikası