 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Ürünler
- Büyük Ev Aletleri Kalıbı
- Küçük Ev Aletleri Kalıp
- Plastik Ev Parçaları Kalıbı
- Plastik Tıbbi Ekipman Kalıbı
- Plastik Ofis Tesisleri Kalıbı
- Plastik Otomotiv Parçaları Kalıbı
- Plastik Motosiklet Parçaları Kalıp
- Evcil Hayvan Ürünleri Kalıp
- Sandalye Plastik Kalıp
- Plastik Endüstriyel Parça Kalıbı
- Plastik Kasa Enjeksiyon Kalıbı
- Plastik Çocuk Ürünleri Kalıp
- Plastik İnce Duvar Kalıp
- PET Preform ve Kapak Kalıbı
- Plastik Boru Montaj Kalıbı
- Plastik ürünler
- Diğer Kalıplar









Plastik Sabunluk Enjeksiyon Kalıbı
Profesyonel üretim olarak size yüksek kaliteli Plastik Sabunluk Enjeksiyon Kalıbı sunmak istiyoruz. Ve size en iyi satış sonrası hizmeti ve zamanında teslimatı sunacağız. Plastik Sabun Kutusu Enjeksiyon Kalıbı, enjeksiyon makinenizin boyutuna ve yıllık çıktıya göre 2 boşluk / 4 boşluk / 6 boşluk seçebilir.
Talep Gönder
Ürün Açıklaması
Profesyonel üretim olarak size yüksek kaliteli Plastik Sabunluk Enjeksiyon Kalıbı sunmak istiyoruz. Ve size en iyi satış sonrası hizmeti ve zamanında teslimatı sunacağız.
Kalıp Performansını Hangi Faktörler Etkiler?
* Kalıp İşçiliği
soğuk yolluk ve yolluk oluşturulmayacaktır:
Yolluksuz kalıplama
Yalıtımlı yolluk sistemleri
Sıcak yolluk sistemleri
Yolluksuz Kalıplama
Yolluksuz kalıplama için 2 ana kategori vardır:
Temel ön oda tasarımları
Isıtılmış sıcak yolluk burçları veya nozulları
Temel Ön Oda Tipi
Yolluksuz kalıplama, tek boşluklu takım yapımında hızlı döngülü olarak sıklıkla kullanılır
PE, PP ve PS gibi ısıya duyarlı olmayan malzemelerden yapılmış ince duvar bileşenleri.
Bu teknik normalde özel olarak şekillendirilmiş makine nozulundan oluşur. için tasarlanabilecek
kalıp aletinin içinde girintili bir karakteristiğe uyum sağlar. En temel tasarımlar bir
ön oda özelliği. Bu tip bir yerleşimi kullanarak, soğutucu malzemeden oluşan ince bir yüzey yalıtım sağlar.
nozül ve geçit arasındaki erimiş merkezi çekirdek.
Şekilde ön oda tipi nozulun 3 standart tipi gösterilmektedir. Aşağıda gösterilen tasarım ve stil
Şekil, nozulun içindeki eriyiğin soğuk bir sümüklüböcek halinde sertleşmesi durumunda,
Nozülün alttan kesilmiş formu, takımdan hızlı bir şekilde geri çekilmeyi sağlar. Şekil (c) göstermektedir
soğuk sümüklüböcek kuyusu olmayan bir ön oda besleme sistemi.
Bu yöntem aynı zamanda tek bir baskıda çalışan daha büyük kalıplamalar için de kullanılabilir.
Maksimum kontrol ve kalitenin gerekli olduğu temel.
2.Isıya çok daha duyarlı malzemeler için yolluksuz kalıplama seçeneklerinden de yararlanılabilir. İçinde
bu tür durumlarda Şekil 2'deki gibi ağızlığın kapıya göre uzatılması tercih edilir. ve
aletten geri aldım.
Dökümün ortadan kaldırılmasında belirgin tasarrufun yanı sıra, uzun nozüller kullanılır.
Açılma strokunu azaltmak için üç plakalı veya çoklu ip tasarımları. Hiçbir yolluk kalıplanmadığı göz önüne alındığında,
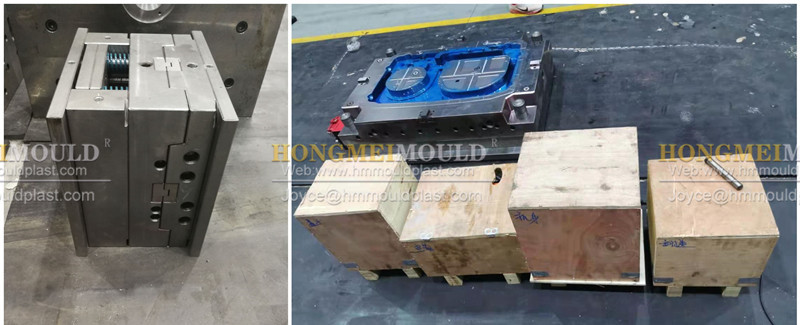
Plastik Sabunluk Enjeksiyon Kalıbı
Kalıp Açıklaması
Kalıp Çeliği:P20
Kalıp Plakası: C45
Boşluk: 2 boşluk
Sert İşlem: Yüzeynitrürleme
Koşucu: Soğuk koşucu
İtici Sistemi: İtici pimi
Soğutma Sistemi: Geri dönüşüm suyu
Bitiş Süresi: 45 gün
Kalıp ömrü: 300.000 çekim
Kalıp Performansını Hangi Faktörler Etkiler?
The Plastik Sabunluk Enjeksiyon Kalıbıinşaat çok karmaşıktır. Pek çok detayın bir arada çalışması gerekiyor. Tasarım, işleme, montaj, test ve onarımdan sonra nihayet hizmete giriyoruz. Kalıbın kalitesini ve performansını birçok faktör etkileyecektir. Kalıp yapımının daha iyi hale gelmesi için bunu gerçekten anlamamız gerekiyor.
Çelik Cinsi ve Kalitesi
Çelik türü ve kalitesi bizim için en önemli şeydir.Plastik Sabunluk Enjeksiyon Kalıbı. Her şeyin başlangıcı ve temelidir. Bu nedenle doğru çelik malzemeyi seçmek çok önemlidir. Kalıp çeliğinin birçok çeşidi vardır. Soğuk haddelenmiş çeliğin D3, A2, O2, D2 takım çeliği gibi; H11, 1.2344,H13 sıcak haddelenmiş çelikten takım çeliği ve daha fazlası. Belki de doğru olanı seçmek için aşağıdaki noktalara odaklanmanız gerekebilir.
Enjeksiyon kalıplama için malzeme talebi, farklı plastiğin farklı çelik malzemelerle eşleştirilmesi ihtiyacından kaynaklanmaktadır. Ayrıca korozyon direnci ve cilalama talebi de vardır.
Çelik işlevi yeterliyse o zaman en iyisidir. Çok yüksek çelik performansı elde etmek için çok para ödemenize gerek yok.
Yüzey işleme de çok önemlidir. Azot tedavisi çeliğin yüzey sertliğini artırabilir ve yüzey ömrünü uzatabilir. Ve elektrokaplama kalıp çeliğinin performansını değiştirebilir. Bazı plastiklerin yüksek parlaklığa ve korozyona dayanıklı olması gerekir, bu durumda çeliğin performansını artırmak ve değiştirmek için elektrokaplama kullanabiliriz.
* Yapı Tasarımı
İyi yapı tasarımı yalnızca ürünün malzeme özelliğini dikkate almaz: büzülme oranı, şekillendirme sıcaklığı ve daha fazlası. Ancak soğutmanın su kısmını da düşünmek gerekiyor. Harika yapı tasarımı,Plastik Sabunluk Enjeksiyon Kalıbıçalışma süresi ve bakımını başarıyla gerçekleştirebilen ürünlerdir. Bu, verimliliği artırmak ve maliyeti düşürmek açısından çok büyük bir değer.
* Kalıp İşçiliği
Bunu mükemmel hale getirmek için hepimizin iyi kalıp işçiliğine ihtiyacı var. Mükemmel işçilik, maliyeti ve çalışma süresini etkili bir şekilde azaltabilir. Hata olması durumunda kalıbın lehimlenmesine sebep olur. Bu arada, enjeksiyon kalıplama işleminde kötü işlem kalıbın işlevini etkileyecek, kalıbın ömrünü kısaltacak, hatta zarar görecek ve kırılacaktır.
* Parlatma
Parlatma kalıp üretiminin son aşamasıdır. Parlatma aynı zamanda yardımcı olur ve tamamlar.Plastik Sabunluk Enjeksiyon Kalıbıözellikle kalıp ayırıcı için eylem. Bazı kalıpların üretiminin büyük bir kısmı aydınlatmanın yerinde olmaması, rezistansın çok büyük olması, kalıptan çıkarmanın zor olması, hatta üst kısmının beyaz olması ve üst kısmının çatlaması nedeniyle düzgün değildir.
* Kalıp Montajı
Kalıp tıpkı bir makinenin montajı gibidir. Her parça ve her vida yanlış gitmemelidir, aksi takdirde sonuçları oldukça ciddi olacaktır. Ürün kusurlarına neden olabilir, üretimi etkileyebilir ve hatta kalıba tamamen zarar vererek hurdaya neden olabilir. Bu yüzden montaj işinin çok detaylı olması gerekiyor. Montaj işlemi sırasında kalıbın, özellikle su kanallarının ve vida deliklerinin temizliğine özellikle dikkat edin. İçerisindeki demir talaşlarını mutlaka üfleyin.
* Kalıp Soğutma
Yıllar süren kalıp tecrübesi olan herkes soğutmanın ne kadar önemli olduğunu bilir.Plastik Sabunluk Enjeksiyon Kalıbı. Fiyatların ve insan ücretlerinin artması nedeniyle büyük miktarlarda ürün üretilirken enjeksiyon döngüsünün bir saniye kısaltılmasının getireceği kazanç hayal bile edilemeyecek düzeydedir. Ancak üretim döngüsü hızlandırıldığında kalıbın sıcaklığı artacaktır. Etkin bir şekilde kontrol edilmezse kalıbın oluşamayacak kadar ısınmasına, hatta kalıbın deforme olmasına ve bozulmasına neden olur. Bu nedenle, su kanallarının yoğunluğu, çapı ve ara bağlantıları dahil olmak üzere iyi bir soğutma sistemi tasarımı özellikle önemlidir.
* Kalıp Bakımı
Kalıp bakımı esas olarak üretim sırasındaki bakım ve bakımdır. Kalıplar arabalara benzer. Uzun süre bakım yapılmadan kullanılmazsa hurdaya çıkıp ölebilir. Bu nedenle, kalıbın her kullanımından sonra, özellikle kalıplama parçasının paslanmasının önlenmesi ve ana hareketli parçaların paslanmasının önlenmesi olmak üzere kapsamlı bir bakım gereklidir. Üretim sürecinde kalıbın su alması gerektiğinden, montaj veya sökme işlemi sırasında kalıp su ile doldurulabilir, bu nedenle kalıbı korumak için bir yağ tabakası uygulamadan önce kalıbın kuru olduğundan emin olmak gerekir.
İyi bir ürün grubu oluşturmak için iyi bir kalıp ürettiğimizden emin olmak için bu ayrıntılara odaklanmamız ve bunu doğru şekilde yapmamız gerekiyor.
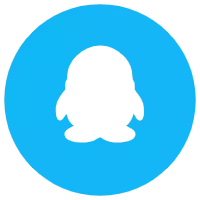
*Kalıp Ambalajı
Teslimattan önce püskürteceğizPlastik Sabunluk Enjeksiyon KalıbıRenk, yeşil, kırmızı, sarı, mavi vb. ile müşteriler ihtiyacınıza göre renginizi seçebilir. Bazı yerlerin boyamaya uygun olmadığını biliyoruz, bu yüzden püskürtmeden önce fikrinizi soracağız.
Genellikle ahşap palet veya tahta sandık ile paketliyoruz ve kullanıyoruztel halatkutuyu güçlendirin.
soğuk yolluk ve yolluk oluşturulmayacaktır:
Yolluksuz kalıplama
Yalıtımlı yolluk sistemleri
Sıcak yolluk sistemleri
Yolluksuz Kalıplama
Yolluksuz kalıplama için 2 ana kategori vardır:
Temel ön oda tasarımları
Isıtılmış sıcak yolluk burçları veya nozulları
Temel Ön Oda Tipi
Yolluksuz kalıplama, tek boşluklu takım yapımında hızlı döngülü olarak sıklıkla kullanılır
PE, PP ve PS gibi ısıya duyarlı olmayan malzemelerden yapılmış ince duvar bileşenleri.
Bu teknik normalde özel olarak şekillendirilmiş makine nozulundan oluşur. için tasarlanabilecek
kalıp aletinin içinde girintili bir karakteristiğe uyum sağlar. En temel tasarımlar bir
ön oda özelliği. Bu tip bir yerleşimi kullanarak, soğutucu malzemeden oluşan ince bir yüzey yalıtım sağlar.
nozül ve geçit arasındaki erimiş merkezi çekirdek.
Şekilde ön oda tipi nozulun 3 standart tipi gösterilmektedir. Aşağıda gösterilen tasarım ve stil
Şekil, nozulun içindeki eriyiğin soğuk bir sümüklüböcek halinde sertleşmesi durumunda,
Nozülün alttan kesilmiş formu, takımdan hızlı bir şekilde geri çekilmeyi sağlar. Şekil (c) göstermektedir
soğuk sümüklüböcek kuyusu olmayan bir ön oda besleme sistemi.
Bu yöntem aynı zamanda tek bir baskıda çalışan daha büyük kalıplamalar için de kullanılabilir.
Maksimum kontrol ve kalitenin gerekli olduğu temel.
2.Isıya çok daha duyarlı malzemeler için yolluksuz kalıplama seçeneklerinden de yararlanılabilir. İçinde
bu tür durumlarda Şekil 2'deki gibi ağızlığın kapıya göre uzatılması tercih edilir. ve
Figür
3. Şekilde nozulun üzerindeki tırtıklı alt kesim normalde bir tür
vida dişi. Bu, silindir yerleştirildikten sonra soğuk tapanın yalnızca sökülmesini sağlar.aletten geri aldım.
Dökümün ortadan kaldırılmasında belirgin tasarrufun yanı sıra, uzun nozüller kullanılır.
Açılma strokunu azaltmak için üç plakalı veya çoklu ip tasarımları. Hiçbir yolluk kalıplanmadığı göz önüne alındığında,
Kızağın (varsa) çıkarılmasına izin vermek için gereken açıklık çok daha azdır.

Sıcak Etiketler: Plastik Sabunluk Enjeksiyon Kalıbı, Çin, Özelleştirilmiş, Kalite, Moda, Yeni Stil, Çok Satış, Popüler, Ucuz, Satın Al, Son Satış, Toptan Satış, En Yeni, Düşük Fiyat, Fabrika, Çin Malı, Fiyat, Üreticiler, Tedarikçiler, OEM, ODM, Zamanında Teslimat, Ücretsiz Örnek
Talep Gönder
Lütfen sorgunuzu aşağıdaki formda yapmaktan çekinmeyin. 24 saat içinde size cevap vereceğiz.









X
Size daha iyi bir gezinme deneyimi sunmak, site trafiğini analiz etmek ve içeriği kişiselleştirmek için çerezleri kullanıyoruz. Bu siteyi kullanarak çerez kullanımımızı kabul etmiş olursunuz.
Gizlilik Politikası